沈阳金龟减速机厂有限公司
地址:沈阳市辽中商业街15号
手机:18940018888
手机:13897922222
电话:024-62908888
电话:024-87881361
传真:024-87880508
网址:www.jgjsj.com
E-mail:sjj8000@sohu.com


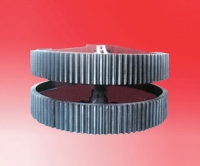
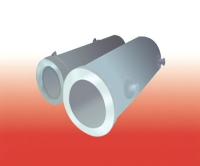
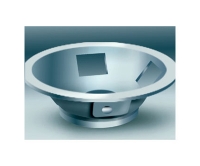
主要品种:各种轿车曲轴、货车曲轴为国内配套并大量出口;机床床身及其机床附件;生产高性能模块式减速机箱体及各种非标、标准减速机箱体;并承揽生产各种大吨位高精度铸件。
机床立柱铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件。铸件有多种分类方法:按其所用金属材料的不同,分为铸钢件、铸铁件、铸铜件、铸铝件、铸镁件、铸锌件、铸钛件等。而每类铸件又可按其化学成分或金相组织进一步分成不同的种类。如铸铁件可分为灰铸铁件、球墨铸铁件、蠕墨铸铁件、可锻铸铁件、合金铸铁件等;按铸型成型方法的不同,可以把铸件分为普通砂型铸件、金属型铸件、压铸件、离心铸件、连续浇注件、熔模铸件、陶瓷型铸件、电渣重熔铸件、双金属铸件等。其中以普通砂型铸件应用最多,约占全部铸件产量的80%。而铝、镁、锌等有色金属铸件,多是压铸件。机床床身铸件的浇注工艺生产中,浇注时应遵循高温出炉,低温浇注的原则。因为提高金属液的出炉温度有利于夹杂物的彻底熔化、熔渣上浮,便于清渣和除气,减少机床铸件的夹渣和气孔缺陷;采用较低的浇注温度,则有利于降低金属液中的气体溶解度、液态收缩量和高温金属液对型腔表面的烘烤,避免产生气孔、粘砂和缩孔等缺陷。因此,在保证充满铸型型腔的前提下,尽量采用较低的浇注温度。 把金属液从浇包注入铸型的操作过程称为浇注。浇注操作不当会引起浇不足、冷隔、气孔、缩孔和夹渣等机床铸件缺陷,和造成人身伤害。